

��������ĥ��������ת�ٺܸߣ���Ҫ�ĵ�ԴƵ��Ϊ200Hz�������ߡ���ǰ�������ĵ�Դ����Ƶ������鹩�����û��������Ч�ʵ͡��ĵ�ࡢ������������Ƶ��������������ܵ�����ѹ��Ӱ�죬ʹ��еļӹ����Ƚ��͡���Ƶ����Ӧ��ʹ��Щ����õ��˺ܺõĽ�����ѱ�Ƶ�����ڸ���ĥ���������ĵ��٣�ȡ��ԭ��Ƶ������顣
1. ��Ƶ����ѡ��
ѡ��N310-408�ͱ�Ƶ�������ٷ�ΧΪ0��400Hz���ɵ��ڵ�ѹ��ΧΪ0��480V�������13.0A�������μӼ���ʱ�䣨0��3600S��������S���ߣ�0��4S���������ɲ�����裬����ǣ�500�ߡ�100ŷ������N310�������ŵ������ĥ���������Ŀ���Ҫ��
2. ϵͳ����ͼ
�ñ�Ƶ������ĥ����Ƶ������飬ֻ��Ҫ��ĥ���Ŀ���̨�ϰ�װ�ñ�Ƶ���������������ͼ��
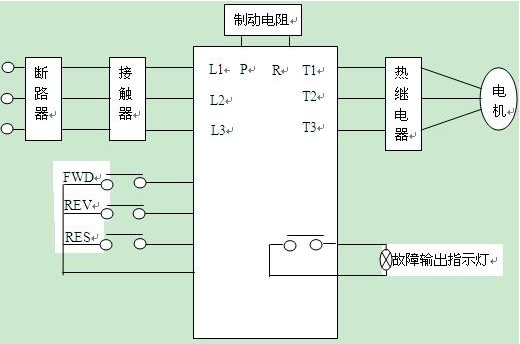
ϵͳ����ͼ
1. ��Ƶ���������ü�����
ĥ���������Ľṹ�͵������ԱȽ����⣬���Ĺ���С����Ƶ�迹С����Ƶ����ʱ��������ˣ������ñ�Ƶ����ʱ�乤���ڵ�Ƶ״̬������ʱ����ʱ�䲻���趨̫���������ڸ�Ƶ�����ڳ�ʱ�����С�������Ҫ��������Ƶ���������ƶ�������Ҫ���ɲ�����衣
Ӧ��Ч��
�Ž�Լ���� ��Ƶ��������Ч����95�����ϣ�����Ƶ��������Ч�ʵ��£����ʹ�ñ�Ƶ����ɴ���Լ���ܡ�
�ƽ������� ��Ƶ�����ھ��ܵ����豸����������ʱ������������ظ����˹���������������˲�Ʒ���� ���ڱ�Ƶ��������ܵ�����ѹ����Ӱ���С���ʼӹ���������б���ֲڶ��ȶ��������ܸߡ�
�Ƚ�ʡά���� ԭ��ʹ����Ƶ�������ʱ���豸���ںܴ������������Ҫ�����ڵĸ�����кʹ��ޣ�ά���úܸߡ���ʹ�ñ�Ƶ�������ȶ��ԺͿɿ��Զ��ܸߣ���������ʱ��ܳ���һ�㲻��Ҫά�ޡ�
�ɽ�ʡ�ռ� ��Ƶ�����С������װ��ǽ�ϻ��ߵ���֧���ϣ�����Ҫռ�ýϴ�ĵ��������
����ؼ��ʼ��ɿ���������վ���ݡ�
Copyright �Ͳ���Ԫ��������˾ All Rights Reserved ³ICP��14020793��-2








 ³�������� 37030302000790��
³�������� 37030302000790��